

scott63
-
Posts
103 -
Joined
-
Last visited
Content Type
Profiles
Forums
Events
Posts posted by scott63
-
-
I have a tactical style rifle/ target rifle project running around in my head. I thought about making a handle similar to yours only using a parting tool to make grooves in the knob part of the handle. I'm not sure how it would look on a rifle but in my head it looks pretty good! As for yours, welding and bluing should be no problem. 1018 welds great and blues just as well. Bluing is just a rusting process and that stuff rusts easily. Good luck!
Thank you all for the info.............Scott
-
I think the Talley handles are made from 1018 or 1020. I have made a few myself from low carbon steel and had absolutely no problems. I have also made some from tool steel and sometimes welding that stuff is a little more difficult. If you have difficulty getting a smooth finish on the low carbon stuff just hit it with some sandpaper while its still chucked up in the lathe.
I didn't have any problems with the finish, ran at a high rpm and that was fine. I made a handle and knob for a tacticle rifle, mainly just for practice time on my lathe. I figured it it came out, great, if not---well I still would learn something from the run time. It came out better than I expected. I recessed the bottom, hard to see in the pics and I may deepen that before I use it, just wasn't sure about welding/bluing.................Scott


-
If you were going to make your own bolt handle, what type of steel would you use? Is 1018 ok?
-
Please tell me you don't want to emulate that? If you want light, get a Rem Ti receiver. Mausers were just not meant to be ultra lights. But, you can still make them reasonably light. My .308 on a full sized vz24 weighs a mere 7.25 lbs scoped. It has a 21" bbl, and no lightening cuts. the only real machining done to it was the removal of the charger hump.
The pic I have in mind was pretty severe, I wasn't planning on anything that drastic, just wanting to see what was possible. I thought you had posted the pic saying it was for a client that wanted the utmost in ultralight, but it may have been someone else. It may have even been a Rem 700 action. Thanks again for the 33/40 pics................................Scott
-
Perhaps this was the image?

Thank you both for the pics, but the one I remembered had milling cuts that were pretty drastic, and the bolt handle was hollowed out too. I thought Mike posted it, but maybe it was someone else?
Thanks again for the pics.................Scott
-
A while back you posted a pic of a receiver that you had lightened up quite a bit with milling cuts. I've tried searching for that and can't find it. Could you post any pics you have of these receivers? Thank you...............Scott
-
Very Nice

I just got this 03A3 that someone else already sporterized. I want to put it back into an original stock.
Where did you get the turned down bolt ? the weld on mine was not done well.

I'm pretty sure I've got him talked out of it. Two things helped convince him. First was that the rifle shoots very well with iron sights, he was suprised at how well he could shoot that rifle without a scope. Second was the fact that the rifle is probably worth 650-750 at a gunshow, and any holes will turn it into a 350.00 rifle.
Again, I'm all for people doing what they want with THEIR guns, but I'd hate to see such a nice original gun go to the chopping block. Especially when you can look around a little and find one that has already been modified...........Scott
-
More Pictures
Very nice lemski4! How hard was the three posistion safety to do? I've never used one but would like to........Scott
-
I tried this post in a couple other areas with no luck so far. Here goes.........
My best friend called me today to tell me he picked up a Remington 1903, 1942 dated barrel, supposedly 95%. He is not into milsurps and I'm not into 03's although I do appreciate them and will one day buy one. I haven't seen it so I don't know if it really is an 03 or an 03A3. Here's the thing: He tells me he wants to make it into a repro sniper cause he knows another guy that is doing this. It gets worse.....The other guy took his rifle to a local gunsmith, to have it drilled and tapped. The "smith" drilled it but it was too hard to tap, so he used an oxy-acetelene torch to heat the receiver "dull red" then let it cool and tapped it. My friend actually witnessed this and I told him it seemed like a bad idea to me because of the heat treating, to which he replied, "No, he packed it in wet saw dust so it would be ok." Wow, that hardly seems like a precise way of doing things.
My questions are as follows:
Won't drilling and tapping (even in a historically correct method) destroy the collector value?
Are 1903 Sniper rifles marked any differently?
Doesn't the tapping method this smith used seem dangerous?
The rifle my best friend has is his to do with as he pleases, but I am trying to help him see that the real value in it is "as is", and that there are plenty of screwed up rifles out there to drill and tap to hearts content. I may be making some progress in this, because he was really impressed with how accurate it was with iron sights.
Thanks for your thoughts.......Scott
-
My best friend called me today to tell me he picked up a Remington 1903, 1942 dated barrel, supposedly 95%. He is not into milsurps and I'm not into 03's although I do appreciate them and will one day buy one. I haven't seen it so I don't know if it really is an 03 or an 03A3. Here's the thing: He tells me he wants to make it into a repro sniper cause he knows another guy that is doing this. It gets worse.....The other guy took his rifle to a local gunsmith, to have it drilled and tapped. The "smith" drilled it but it was too hard to tap, so he used an oxy-acetelene torch to heat the receiver "dull red" then let it cool and tapped it. My friend actually witnessed this and I told him it seemed like a bad idea to me because of the heat treating, to which he replied, "No, he packed it in wet saw dust so it would be ok." Wow, that hardly seems like a precise way of doing things.
My questions are as follows:
Won't drilling and tapping (even in a historically correct method) destroy the collector value?
Are 1903 Sniper rifles marked any differently?
Doesn't the tapping method this smith used seem dangerous?
The rifle my best friend has is his to do with as he pleases, but I am trying to help him see that the real value in it is "as is", and that there are plenty of screwed up rifles out there to drill and tap to hearts content. I may be making some progress in this, because he was really impressed with how accurate it was with iron sights.
Thanks for your thoughts.......Scott
-
Here's what I do with the tab on the cocking piece when it has been removed...Just an idea
-
Midway has a sale, thinking about the 7X57. Are these any good? I'm not expecting quality on the level of a Shilen, but has anyone used these with good or bad results?
Thanks.....................Scott
-
You might consider selling that stock and getting a nice wood stock. Why may I ask did you opt for synthetic? Wood can be lighter, slimmer, and every bit as stable as plastic. proportion is one of the main reasons I do not like synthetics, I can always alter wood to get the proper fit & feel.
Looks good, a nice job!
My daughter liked the synthetic look, I tried talking her into a nice walnut stock, but she said these "look cool."
Ah, youth and their ignorance!
-
That's a dandy rifle! You may not like the stock,but from here it looks very good.Jerry
Thanks, I know the stock really does look nice, and when you're looking at their website you don't really have any sense of proportion. If they would slim their stocks waaay down, they would be fantastic. As it is, it's very clunky, and not worth the nearly 200 bucks. In fact, the stock is more of what I'd expect on a varmint/tactical rifle not a hunting rifle.
-
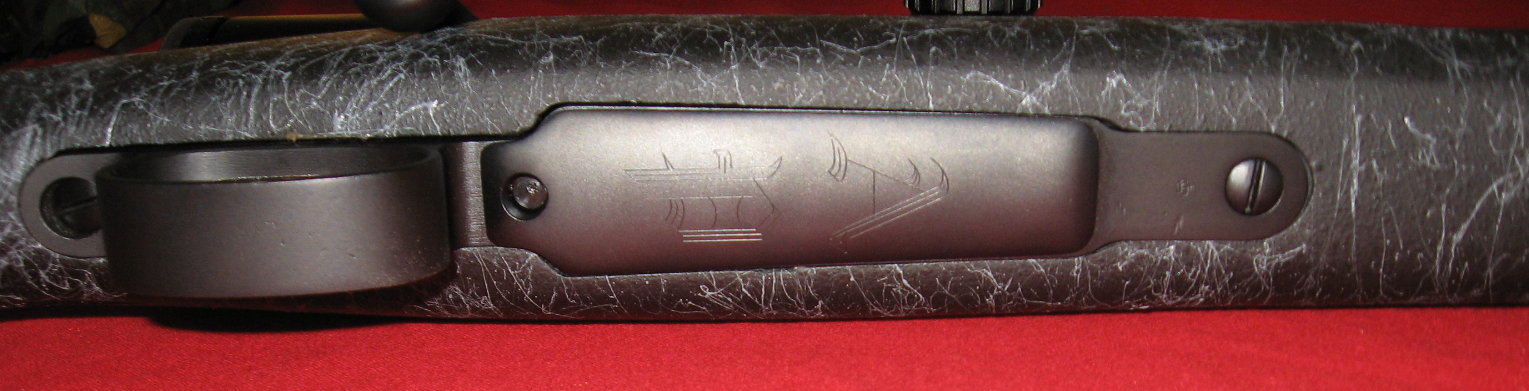
Here is the swede I put together for my daughter. It is a .250 savage, E.R. Shaw barrel, Bell and Carlson stock, Dayton safety, Timney trigger and Leupold scope base and rings. I wanted to taper the trigger guard, but just ran out of time. I had the floor plate engraved after I had bead blasted the whole thing then had it blued. It turned out nice, but the stock is not what I wanted at all. I was very suprised when the stock arrived how THICK it is. To say it resembles a boat oar would be a bit mean spirited, but accurate. I have a Ramline stock that is shaped much nicer but has that "plastic" feel and doesn't look as nice, but if this B&C stock had those dimensions, it would be much nicer. How does it shoot? Factory ammo was grouping between 1.25 and 1.5 inches at 100 yards, recoil was nil. I'm pretty confident that handloads should be able to shrink it down to 1 inch but I'm not sure it's necessary for a 250 yard gun. My daughter is able to put 3 shots into about 3 inches at 100 yards, which is the farthest we'll shoot, so we should be good to go.
I shot my 6.5X55 Twede that I previously posted here, and it continues to amaze me. No matter what load I put behind a 140 grain bullet, it shoots little tiny groups. I plan on experimenting with some 129 grain bullets after deer season.


-
Congratulations, Scott!
Using the receiver facing mandrell is a great "first project" for your new lathe. There are a couple of things that you need to do before starting to cut:
1. Check the alignment of your tailstock with your headstock.
2. Run the mandrell between centers.
The alignment piece is crucial. First, center drill a round bar on each end. This will be your alignment bar. You can use the three-jaw chuck to hold the bar for drilling. If you do, just leave that chuck on the machine for the subsequent steps. You can use a four-jaw if you want to, but there is really no need at this point.
Next, you will chuck up a piece of round stock. I normally use 1" scrap. Set your compound rest to cut a 60 degree center.

You could use a faceplate and a dead center in the headstock of the lathe. Using a chuck and cutting a center is pretty common practice, and it avoids having to change out chucks.
Now take the bar that you drilled for centers, and swing it between the center that you just cut and a live center in the tailstock. Use a lathe dog to drive the bar.

Take a light cut on each end of the bar. This is much easier to keep precise if you go ahead and take a heavy "hogging" cut down the center of the bar, leaving a "pad" on each end to take the measurements from. Close examination of the photo above will show you that the center is a smaller diameter than either end. Use your micrometer to measure each end of the bar. Adjust the alignment of the tailstock to take out all the difference between diameters of the ends. Once you have equal diameters on each end, your tailstock is aligned with your headstock!
Now use the procedure below to face your receiver:
http://www.sporterizing.com/index.php?showtopic=1865
Good luck, Scott!
Clemson
Thank you both for your help, this info is exactly what I was looking for.............Scott
-
So I have cleaned and oiled my lathe and read the owners manual, which is a model of brevity. I was able to get it set up for the speed/rotation I wanted and was actually able to turn it on!
The first thing I want to do is true the face of some receivers. I have receiver mandrels, and a three jaw and four jaw chuck. But when I put the mandrel into the four jaw chuck I can't help but think it is going to be difficult to have it secure the mandrel evenly as each jaw tightens separately. If it was like a drill chuck, all four jaws would tighten simultaneously. So how do I get it centered?
I tried to get it eyeball close (which I know is not close at all) with a Turk receiver on a mandrel. If you are familiar with this action it has a handguard retaining lip the is normally taken off when the face is trued. I began cutting and took off about 2/3 of the lip, stopped and checked with a small machinist square and then with a depth micrometer. The amount taken off was suprisingly uniform all the way around. I don't understand how that can be when the mandrel can't possibly be centered with any degree of precision
Any light you can shed on these issues would be greatly appreciated..................Thanks scott
-
I just finished recontouring the bridge on the Siamese I'm working on.
I didn't really want to do it because the original cotour had a nice concave radius on the sides but the clip area was too tall for a 1 peice base and not long enough for a weaver base.

Did you use a mill, or files/stones? I have a set-up for a drill press but all of my projects are at a standstill as temps are in the low 90's. This is when A/C gets turned on, doesn't work, and I'm swamped.......Scott
-
I previously posted a nickel plating project that came out too bright for my liking. I tried lightly sand blasting the finish with fine glass beads, but as soon as it started looking good, the plate was blown off. So I contacted the company that sold me the kit, they said bead blast it prior to plating for a matte finish, which is what I tried the first time.
I then chemically stripped the nickel off to try it again. Soooo, I blasted it first with ground glass blasting media, with produced a very coarse, almost sharp finish. That was followed with lightly blasting with fine glass beads to just take the sharpness off the first finish. I then plated the parts again, and it came out closer to what I wanted and better than the first attempt, but not quite what I wanted. What I was trying to get was a satin nickel finish like the top of a 70 series Colt 1911 with the factory nickel finish.
I was trying this out on this Rem action in anticipation of doing the same thing on a Turk action for a lightweight Rem 700 stainless barrel in 30/06. Not sure I'm still going to do this, I may try one of the bake on finishes, even though I'm sure it won't be near as tough as the nickel plate.
A couple things I learned: 1. The pint sized container of "Mask It" to protect an area from plating (locking lugs..etc) is enough to last a couple lifetimes of plating. 2. I am not impressed with the chemical nickel stripper, fine glass bead blasting is way faster and more thorough. 3. Electroless nickel plating will never be close in color to matte stainless. 4. Electroless nickel plating is easy and does look pretty good. Any thoughts/questions/comments? Thanks guys........................Scott
Well here is the finished product, 300 Win mag with stainless barrel, stock and barrel from ebay. I'm satisfied with the look but it is not exactly what I wanted. Overall I am happy with the end result, I have 485.00 total in the rifle without scope, even a used rifle in this caliber in my area is 100 bucks more. I sent the action and barrel to Mark Skaggs in Oregon, he was more than fair on the price of the work that he did. If I had to send out another rifle for work I wouldn't hesitate to send it to him, however I plan on ordering a lathe in the next month or so. I am anxiously awaiting a chance to shoot it....Scott

-
Man, but that was a nasty post in terms of spelling, grammar, etc. My old English teachers must be blushing at the moment.I really need to drink my morning coffee before I start typing.
Thanks a million for the information. Guys like you make things a lot easier for guys like me. Again, thanks for taking the time to explain things to a complete novice. I work in the HVAC field and now I know what people mean when they thank me for explaining how something works......................................Scott
-
Sorry I was not clear. I was trying to give you some idea of your lathe capabilities.As the 10x22 has the same 1 inch bore as my 11x27 it can mount the same barrel contours through the headstock. My lathe though is long enough to contour a 26 inch barrel blank. The 10x22 could only do a 22 inch blank. That is what is what I was trying to say.
To expand a little on threading and chambering capability, I think I could with the use of the steady rest and a little set up handle a contoured blank that was 1 inch in diameter 16 to 20 inch from the chamber end.I hope that makes sense. The range is caused by the reamer length difference in different cartridges. with the 10x22 subtract 4 or 5 inch from that mearurement
On the other hand a 12x 36 will do almost any job that a gunsmith would want to do.
So this sounds like it is the same as the 11x26 unit from Grizzly. I noticed this in the Grizzly add, "Feeds and threads to the left only." Is your lathe the same as this? Is this some kind of disadvantage? Again, my immediate plans are to face actions, clean up bolt faces and chamber/thread barrels. After yet another week and looking at three more junk used lathes I am leaning towards this one due to price and space. With the prices people want for total junk, I have no doubt I will be able to sell a used grizzly for a minimal loss and put that money into a larger lathe when I'm ready. Thanks again.........Scott
-
Thank you for the input, I will look up that sites, if nothing else I am sure to learn some valuable information. As I have not looked up the site yet, are you saying that you can add length to the bed of your lathe but not the 10X22 or 11X26? Thanks again..............ScottI own this lathe http://billstoolcrib.com/Lathbir1120.htm which as you can tell is the same as the 10x22 with about 5 inches of bed. These lathes are a excellant value for a hobbyist as long as he is realistic in his expectations. What you are getting is a well engineered lathe design(cribbed from EMCO) that is sloppily executed.There is a reason they sell for 10% of what a 10 inch new Southbend does.IF you view these lathes as a kit that is not yet quite finished you are pretty close.If you believe that you should get a heavy 10 equivalent for a $1000.00 you are sadly mistaken.However once you get one tuned they are capable of really fine work.A friend of moine has a 9 inch southbend and as they sit mine is a better lathe, all due to the time I spent on it.If you get one or even now ,go to yahoo groups and join the 9x20 and the 9x20(2) groups and read all the files there, especially the rebuild manual.also check out Steve Bedairs lathe pages. The 9x20 series lathes are the same basic design and share the same values and the same flaws.The biggest flaw is the componnd clamp.If you buy this lathe check out the john pitkin(iI think that is right) in the 9x20 groups file page. I made a similar design and it was a massive improvement. The upside to doing that wosk is you will really learn your lathe in a way many operators do not.
Enough size is always a problomatic decision with a lot of factors to consider such as available room,cost, power requirements and supply and ability to handle the weight as well as what you mean by gunsmithing and the work you intend to do and where your interests take you.
with my lathe I can easily mount a #5 contour through the headstock(that is the biggest I have done. how much bigger I could go I am not sure) so that that 10X22 should do the same. with the extra lenghth on mine I could contour a blank something the Griz could not.I surely could not put a blank through the headstock.
To thread to a shoulder I have made a hand crank that I now prefer to threading with power. Almost impossible to make a mistake.
As far as used lathes go, people seem not to realize that not everyone lives back east or near a industrial center where the used lathes seem to be.I live in southern Alberta and I search in vain for two years for a decent used lathe of decent size and on decent running order.If I had not purchased mine when I did It would now be 4 years as I still have seen nothing come up in a decent driving range.
-
I got the dc motor option on mine when I bought it and am glad I did, with speed reduction pulleys I can get it down to about 30 rpms and still have some torque. What I regreat doing is getting one with only 24" between centers, I have to do most barrel work thru the headstock instead of between centers. It would be nice to have the option, at the time I didn't think it was worth an extra $800 to upgrade to 36".
-Don
I'm supposed to look at a cincinatti lathe this weekend, I'm told it is a 12 or 13x40 and that it is a three phase machine with a converter for single phase 110v. It has 4 different chucks, a bunch of tooling and has not been used in ten years, but it is in running condition. Guy is asking 2500.00. If I can arrange a look with a machinist friend I'm going to check it out, but a new 12x36 is less, just depends on what kind of tooling is included.....Scott
-
One other avenue you might want to examine would be to watch eBay, Craigslist, and the big newspapers in your area for used machine tools for sale. I know that its not the best idea for someone who knows little about something like machine tools to buy used equipment, but if you were able to bring along a friend who knows about them to go look at the machinery, you might just find some good deals on good quality big lathes (with tooling) for less than you might expect.
Thanks for the ideas, but I have been watching all of those as well as running adds, but all I've found is overpriced junk. I would even consider rebuilding an older unit, but what I've looked at has only been good for scrap. So, that is why I'm looking at this option. Just not sure about the three things I've questioned......................Scott





Jet Lathe Owners
in Machine Work
Posted
I have a JET 1236 PS belt drive lathe that is new to me, but built in 1984 and have a couple questions for anyone with the same/similar machine. The motor seems to vibrate a bit at higher RPMs, I've tried adjusting belt tension to no avail.
In looking at the motor mounting I noticed a tapped hole on the side closest to the bed between the motor mounting holes on that side of the motor. I was able to thread a corse thread bolt into the hole, it's only about an inch deep though, and I wasn't sure if I should tighten in or not.
I'm also wondering if there should be any rubber pads under the motor to dampen vibration. I've attached links to a couple pics which should be easier to understand than my ramblings. Thanks for any help........Scott
http://i214.photobucket.com/albums/cc47/sc.../IMG_0270-1.jpg
http://i214.photobucket.com/albums/cc47/sc...63/IMG_0273.jpg